Over the past couple of years we’ve been working on a rather cool new class of robots called Soft Curved Reconfigurable Anisotropic Mechanism(s), or SCRAM, under this National Science Foundation EFRI project. For my latest paper, Electronically Reconfigurable Virtual Joints by Shape Memory Alloy-Induced Buckling of Curved Sheets, I spent a lot of time working with shape memory alloy (SMA) wire while developing a SCRAM device. Much of this time was spent trying to figure out exactly how to solder to SMA wire, specifically a nickel (Ni) – titanium (Ti) alloy called nitinol. My conclusion after all that time? Soldering to SMA wire is really hard!
Visualizing an SMA Wire Solder Joint
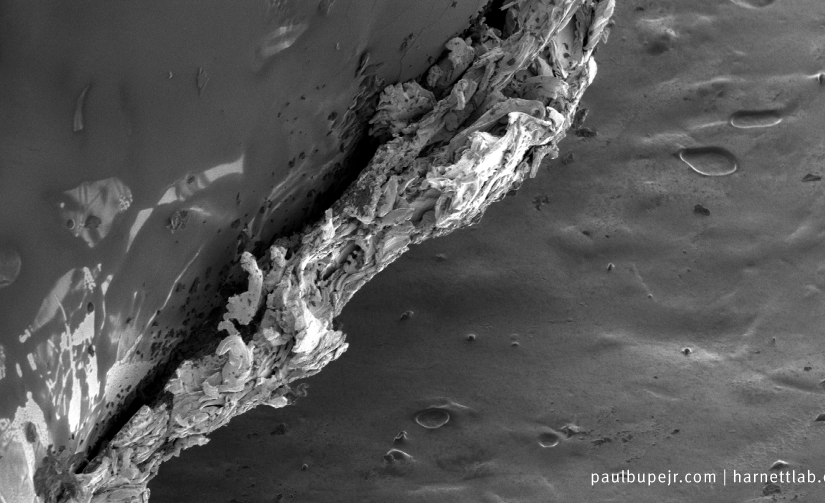
Soldering to SMA wire is hard due to the tough oxide layer on the surface. Solder beads off the wire as if trying to solder to glass! This can be seen in the two SEM images below (shout-out to the research facilities at the University of Louisville). I prepared two samples by tying some stranded wire around a piece of SMA wire (with the oxide layer ground off) and a piece of standard hook-up wire (tin-coated copper). I then applied some non-acidic flux followed by a healthy blob of tin/silver solder. Finally, I ground down one surface of each wire in order to perform some cross-sectional imaging.

It’s apparent from the images that there is no bond to the SMA wire (right) while the regular wire (left) has a great bond!
Soldering to SMA wire
The “easy” solution is to use a really aggressive acidic flux to eat away the oxide layer when soldering. The main disadvantage of this is the need to thoroughly wash the joint with water after soldering. Acidic flux will keep eating away long after soldering so it must be completely washed off! Another option is to use an inert gas as shielding while soldering (as in MIG welding) after grinding away the oxide layer. This again is not practical for most applications.
Here are some tips for soldering to SMA wire without acidic flux based on my aforementioned soldering adventures:
- Grind off the oxide layer first to improve wetting.
- Crimping is king. If possible, join wires with a crimp and then apply solder. This produces the most reliable connections.
- “Tie” the wire once around the SMA first to create a mechanical hold then apply solder.
- Use a silver alloy solder to increase the chances of proper wetting.
- Use the lowest temperature possible for the solder since heating up the SMA too high will cause an oxide buildup.
These techniques for soldering to stainless steel actually apply to SMA wire as well so they are worth studying.